在操作過程中,冷拉型鋼主要以碳鋼、優等碳素結構鋼、低合金結構鋼和不銹鋼熱軋、冷軋帶鋼為原料,通過輥拉成型各種斷面形狀的銅。
連續冷拉型鋼成型機組主要包括開卷、校直、剪切對接焊、儲料、成型(焊接、成型)、定徑切割、檢驗收集和一些特殊工序。其設備與高頻管材焊接機組基本相似,但冷成型機的形式更為多樣。按產品規格可分為通用冷拉薄板成型機組、開放式冷拉薄板成型機組和寬波鋼板成型機組三種。這三種單元的結構和產品重點范圍是不同的。通用冷拉型鋼機組既能生產斷面較簡單的非焊接的冷拉型銅產品,又可以生產焊接閉口型材:如:圓管、方矩型及其他異型管材。
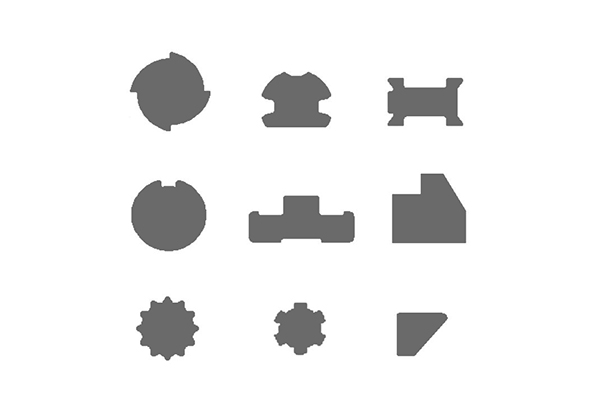
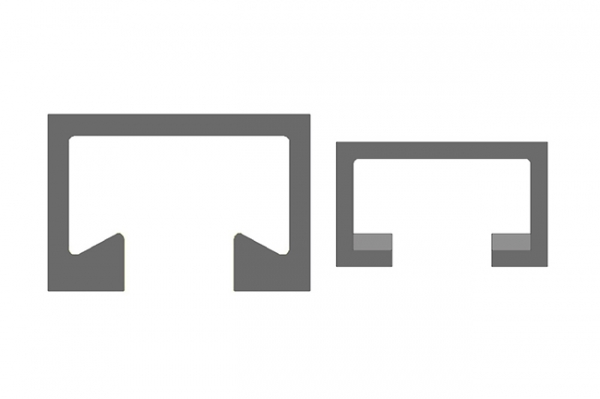
冷拉型鋼是用一組連續的機架將不銹鋼軋制成復雜形狀的產品。適用于薄板、異型線材的生產。軋輥順序是根據產品逐漸變形的原理設計的。該軋機采用自動化控制,可逐步連續軋制各機架的輥形,直到獲得所需的產品形狀。復雜零件可使用三十六架,簡單零件可使用三架或四架。軋輥一般采用冷加工模具鋼,硬度一般在HRC62以上。為了保證軋制后工件的表面光潔度,對軋輥的表面光潔度也要求很高。采用滾軋技術生產大量的長零件是比較經濟的。對于常規板軋機,可加工的帶材寬度范圍為2.5mm~1500mm,厚度為0.25mm~3.5mm;對于常規線材軋機,可加工的線材寬度范圍為1mm~30mm,厚度為0.5 mm~10mm。通過滾輪軋制加工的零件形狀多種多樣,從簡單的平面到復雜的封閉截面都有。